
材料”应发量“演算基准
一、带装元器件供料feeder安装示意图
在保证元器件有效、保质吸取前提下,带装元器件前端需要下压50mm+后端下压50mm=100mm的材料
在feeder上无法有效吸取使用,为无效器件。装feeder宽放量对应长度为100mm,视料带间距规格不同对
应不同的材料宽放量:2mm间距料带对应50pcs,4mm间距料带对应25pcs。
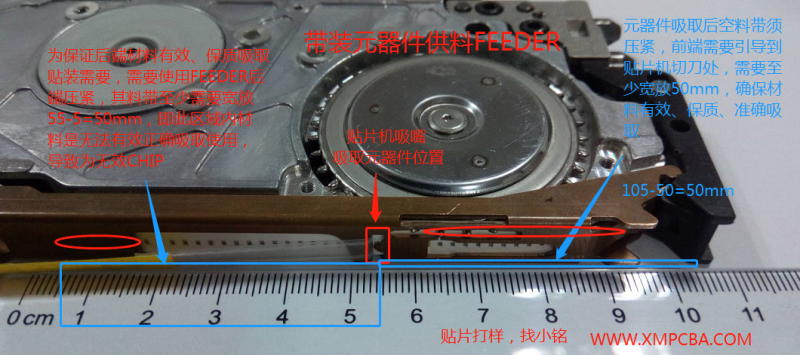
说明:smt材料吸取原理是利用吸嘴处真空度之大气压将元器件吸取、移动,到达贴装位置后释放真空
并视不同元器件补偿一定的下压力进行放置元器件;为保证有效、保质吸取,需要在吸取过程中料带平
整、料带内元器件正&平放而无侧立/翻件/夹紧/粘吸等异常情况,故料带吸取位置前后端须压紧压平!
二、必要的宽放供料和“订单应发量”的说明
1. 对于元器件本体较小尺寸的卷装材料,如客供材料只是依照订需求数量(订单批量*单位用量)发放,
则在备料入贴片机的feeder时,需要使用接料带将引带连接以便剥离材料表面的料膜(对材料保护作
用),含有材料的料带进入feeder时可能与feeder的带动齿轮未能有效啮合时,会导致材料在料带
内晃动、偏移、乃至侧立等,此种情况下贴片机的真空吸嘴在吸取时可能存在吸取不良、偏移等经全
自动贴片机的检测系统检测无法修正时,则会自动抛弃到接料盒内或在运输过程中的掉落,从而造成
元器件数量不足无法一次性地有效焊接而存在空贴且连带的间接品质风险。故而务请理解全自动贴片
机的运行原理及其材料必要的供应量以”应发量bb“为基准。
2. 较小的材料使用托盘供料器供应时,因供料器是上下层移动可能造成在托盘内的材料产生晃动、偏
移乃至乱料的现象,此时贴片机的真空吸嘴在吸取时可能存在吸取不良、偏移等经全自动贴片机的检
测系统检测无法修正时,则会自动抛弃到接料盒内或在运输过程中的掉落,可贴片机因存在用于散热
让设备降温的必要缝隙等,抛落或掉落的材料落入设备缝隙、内部或抛到碎屑箱与碎屑混合无法倒数
回收利用;且回收利用也会存在连带的间接品质风险。故而务请理解全自动贴片机的运行原理及其材
料必要的供应量以”应发量bb“为基准。