smt故障排除(smt / smd问题和乐橙lc8app官方下载网站的解决方案)
与其他smd焊接和pcb组装技术一样,smt(表面贴装技术)不是零缺陷焊接工艺。 在thru-hole和smt中的任何电子印刷电路板组件中总会有一些或其他缺陷。
深圳市铭华航电乐橙lc8.com-乐橙lc8app官方下载网站:在这里我将讨论一些最常见的smt缺陷的故障和原因以及可能的乐橙lc8app官方下载网站的解决方案和故障排除。
smt中的常见故障:
-
焊球
-
焊料串珠
-
桥接
-
开放不足
-
墓碑
-
未熔化的糊状物
-
过多的菲力
-
暴跌
-
去湿
-
打扰关节
-
橙皮
焊球 - 可能的原因:
-
焊膏涂抹在钢网底面。
-
什么是刮刀压力?
-
模板底面是否用溶剂清洁,清洁后溶剂仍然存在?
-
模板是否与pcb对齐?
解决焊球问题的方法:
-
检查刮刀压力
焊球=许多微小的焊球沿焊剂残渣的外边缘被捕获
-
检查适当的垫圈和对齐
-
打印前检查清洁溶剂是否完全蒸发
氧化膏 - 可能的原因
-
被冷藏粘贴?
-
粘贴花了很长时间在炎热的地方?
-
旧粘贴回到罐子?
焊球=许多微小的焊球沿焊剂残渣的外边缘被捕获
-
开罐后是否将罐子放回冷藏?
-
合金是否对氧化敏感?
氧化锡膏问题的乐橙lc8app官方下载网站的解决方案:
-
在相同的条件下运行不同批次的新鲜浆料,查看锡条是否消失。
氧化膏 - 可能的原因
-
刮刀压力太高
-
锡膏会在模板和电路板之间被挤出
乐橙lc8app官方下载网站的解决方案 :降低刮刀压力
可能的原因:
-
打印后从糊中烘干
-
什么是粘贴时间?
乐橙lc8app官方下载网站的解决方案 :用新鲜的糊状物运行pcb ,看看问题是否消失
可能的原因:
-
回流温度曲线过缓
乐橙lc8app官方下载网站的解决方案 :运行建议的配置文件并查看问题是否存在
可能的原因:
-
流量曲线过快增加
乐橙lc8app官方下载网站的解决方案 :运行缓慢的缓升曲线,让挥发性物质蒸发
焊钉 - 可能的原因:
-
回流曲线缓慢上升
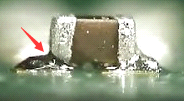
焊料串珠:位于组件旁边的焊球
-
毛细管作用将不流动的糊剂从焊盘吸走到组件下的某个位置,它在那里回流并形成从组件侧下方出来的焊料珠。
乐橙lc8app官方下载网站的解决方案 :运行1.5摄氏度至2.5摄氏度/秒的更快速增加曲线。
可能的原因:
-
元件焊盘上焊膏过多
-
什么是模板厚度?
-
光圈是否减小?
-
点点时间?
解:
-
减少模板的孔径或使用更薄的模板
-
使用较小的针头和/或减少分配器上的清洗时间
可能的原因:粘贴在模板下面
-
什么是刮刀压力?
-
模板底面是否用溶剂清洁,清洁后溶剂仍然存在?
-
模板是否与pcb正确对齐?
解:
-
检查刮刀压力
-
检查适当的垫圈和对齐
-
打印前检查清洁溶剂是否完全蒸发
bridging - 可能的原因:
-
冷坍塌
桥接=焊料从一个元件触点流向另一个元件导致短路
-
打印后浆料流动分离,沉积高度减少,表面增加。
解:
-
检查糊剂的粘度,粘度太低可能导致冷坍塌
-
检查打印速度,打印速度太快可能会导致浆糊剪切并降低其厚度
-
检查打印机中的温度,温度太高会降低粘度
桥接=焊料从一个元件触点流向另一个元件导致短路
可能的原因:
-
热坍塌
-
在提升部分回流曲线期间,浆料会分散流动
乐橙lc8app官方下载网站的解决方案 :缩短回流曲线中的加速周期的持续时间
可能的原因:
-
粘贴在模板底面涂抹
-
锡膏可以在焊盘区外,并在两个组件引线之间形成焊球,形成桥接
乐橙lc8app官方下载网站的解决方案 - 减少刮刀并检查印刷电路板模板对齐和垫圈
可能的原因:
-
过多的焊膏沉积在焊盘上
-
在将部件放置在焊盘上时,焊膏被弄脏并可能形成通向相邻焊盘的桥
补救措施 :
-
减少焊膏量
-
提高打印速度可能
-
减少模板厚度
开放不足
可能的原因:
打开并且不足=没有足够的焊料或没有焊料使引线和焊盘之间形成完整的连接
-
在印刷过程中舀水
-
聚丙烯刮刀上的刮刀压力过大可能会导致刮蹭
补救措施:降低刮刀压力或使用较硬的刮刀或使用金属刮刀
可能的原因 :用干燥的糊剂堵塞模板孔
补救措施 :解开光圈并清洁模板
可能的原因:
打开并且不足=没有足够的焊料或没有焊料使引线和焊盘之间形成完整的连接
-
焊盘上的异物
-
阻焊印在垫上吗?
补救措施:使用另一块pcb
可能的原因:
-
刮刀速度太高
-
粘贴不能进入孔
补救措施 :降低刮刀速度
可能的原因 :焊膏粘度和/或金属含量过低
补救措施 :检查粘度和金属含量
立碑
墓碑=元件末端的不平衡力引起回流后,芯片型元件在一端竖起
可能的原因 :在回流之前焊盘上的组件不均匀放置会导致不平衡的焊接力。
补救措施 :检查放置设备放置是否正确。
可能的原因 :不均匀的散热片,即pcb层内的接地层可能会从焊盘吸走热量。
补救措施 :增加保温时间(平台)或回流曲线,以便所有组件都开启。
粘贴的粘贴
可能的原因 :
-
以冷回流曲线
-
焊膏不能完全熔化
未熔化的糊状物=糊状物显示回流后的粉末特征,接合处无光泽。 可能只在某些组件上
补救措施 :检查回流温度曲线,确保液体(183℃)以上的峰值温度和时间足够高并且浸泡(平台期)足够长。
未熔化的糊状物=糊状物显示回流后的粉末特征,接合处无光泽。 可能只在某些组件上
过多的圆角
可能的原因 :焊盘上沉积的焊膏过多
补救:
-
如果所有组件上出现过量焊料,则会降低总体模板厚度或减少分配器吹扫时间
-
如果在某些地方出现过量焊料,只能减少钢网厚度或仅为这些组件分配吹扫时间
过多的圆角=接头的球根状外观,其中引线的轮廓被它们上的焊料数量所掩盖
暴跌
冷坍塌
可能的原因 :糊剂粘度低或金属含量降低
坍落度=印刷后沉积物变形或沉积物沉积高度将减小,同时表面膨胀
补救措施 :使用粘度更高或金属含量更高的不同类型的糊剂
可能的原因 :锡膏接触到清洁溶剂或其他外来物品
补救:
-
清洁屏幕后请确保没有溶剂存在
-
切勿尝试通过添加一些化合物来恢复粘贴
可能的原因:
坍落度=印刷后沉积物变形或沉积物沉积高度将减小,同时表面膨胀
-
刮刀压力过高
-
由于施加过大的压力,浆料会剪切,浆料中的增稠剂被破坏
补救措施 :使用新的糊剂并减少刮刀压力
可能的原因 :打印或点胶时,糊剂温度过高
补救:
-
检查打印机内的温度
-
降低刮刀的压力
-
分配时减少注射器上的压力
热坍塌
可能的原因 :回流曲线中的加速过慢
补救措施 :提高升温温度,确保升温速度在2摄氏度至3摄氏度之间
去湿
去湿=熔化的焊料粘附在表面上
可能的原因:
-
防止焊料附着在表面上的不需要的材料,例如阻焊层,指纹或氧化物。
补救:
-
先清理板子
-
使用不同批次的电路板
可能的原因:
去湿=熔化的焊料粘附在表面上
-
hal过程中的不良合金,即过多的cu提高了hal合金的熔点
补救:
-
提高回流峰值温度
-
使用不同批次的电路板
不安的关节
可能的原因 :在回流曲线的液体状态期间通过pcb传输的振动源
补救:
-
查找并修复振动源
-
调整回流
受干扰的接头=通常明亮且有光泽的合金中的焊料粗糙,粗糙的外观
橙色皮肤
可能的原因: