小铭云打样云服务平台 400-181-2881

|
|
|
介绍
表面贴装组装工艺最重要的部分之一是将锡膏应用于印刷电路板(pcb)。 这个过程的目的是准确地将正确的量存放到每个要焊接的焊盘上。 这通过丝网或箔片丝网印刷焊膏来实现,但也可以通过喷印来实现。 人们普遍认为,如果控制不当,这部分过程会占据大部分装配缺陷。
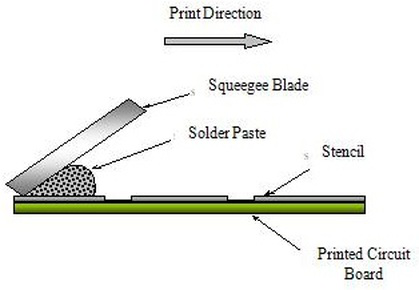
使用模板印刷机将锡膏应用于印刷电路板的最常见方法是刮刀印刷 - 请参阅下图。 刮刀是用于施加将焊膏移动到模板上和pcb上所需的必要力的工具。 它们通常由金属制成,但也可以由聚氨酯制成。
|
|
|
注意事项
有效的锡膏印刷工艺的关键参数如下: -
1. 刮胶速度
2. 刮刀压力
4. 钢网分离速度
6. 钢网清洗
8. 模板和刮刀条件
10. pcb支持
12. 打印描边
14. 类型,存储和处理
16. 检查(2d / 3d)
18.
刮胶速度
· 刮板的移动速度决定了焊膏有多少时间可以“滚动”到模板的孔中和pcb的焊盘上。 通常使用每秒25毫米的设置,但这取决于模板中的孔径和使用的焊膏的大小。
· 刮刀压力
· 在打印周期内,重要的是在刮刀片的整个长度上施加足够的压力,以确保模版的清洁擦拭。 太小的压力会导致模板上的糊剂“模糊”,沉积不良以及不完全转印到pcb上。 过大的压力会导致糊剂从较大的孔中“舀出”,钢网和刮刀上的磨损过大,并且可能导致模板和pcb之间的糊剂“渗漏”。 刮刀压力的典型设置是每25mm刮刀刀片0.5kg的压力。
· 钢网分离速度
· 这是印刷后pcb从模板上分离的速度。 应使用高达每秒3毫米的速度设置,并受模板内孔径的大小控制。 如果这太快,则会导致焊膏不能完全从孔中释放,并且在沉积物周围形成高边缘,也就是所谓的“狗耳朵”,这可以在下面看到。
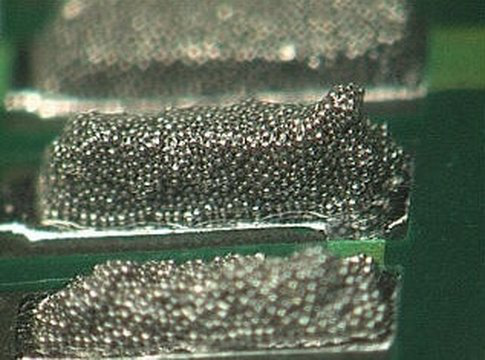
示例图像显示了被称为“狗耳朵”的焊膏沉积物中的高点
·
钢网清洗
·
模板必须在使用过程中定期清洁,可以手动或自动完成。 许多自动印刷机都有一套系统,可以在使用无绒布材料涂上清洁化学品(如ipa)的固定打印数量后清洁模板。 该系统执行两项功能,第一个功能是清洁钢网底面以防止弄脏,第二是使用真空清洁孔口以阻止堵塞。
|
焊膏在模板下面“流血” |

钢网阻塞光圈 |
·
模板和刮刀条件
·
模板和橡皮刮板都需要仔细储存和维护,因为任何机械损坏都可能导致不希望的结果。 两者在使用前应检查并在使用后彻底清洁,理想情况下使用自动清洁系统,以去除任何锡膏残留物。 如果注意到刮刀或模板有任何损坏,应更换它们以确保可靠和可重复的过程。
·
pcb支持
·
这是确保pcb在印刷过程中与模板保持平坦的重要因素。 如果pcb没有完全支撑,则会导致印刷缺陷,例如不良的糊剂沉积和污迹。 印刷电路板支架通常配有印刷机器,印刷机具有固定的高度,并具有可编程的位置以确保一致的工艺。 也有可适应性强的pcb支架,可提供不同的设计 , 可将其自身模制到pcb上,并可用于双面组装。 
使用中适应性pcb支持的示例
·
打印描边
·
这是橡皮扫帚穿过模板的距离,推荐距离最远的孔至少20mm。 经过最远孔的距离对于允许锡膏在回程中滚动有足够的空间是重要的,因为锡膏卷的滚动会产生向下的力,从而将锡膏推入孔中。
·
类型,存储和处理
·
焊膏基本上是粉状焊料悬浮在称为焊剂的厚介质中。 助焊剂用作临时粘合剂,将组件固定到位,直到焊接过程熔化焊料并形成电气/机械连接。
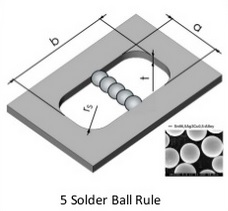
应根据模板内孔的大小选择正确的焊膏类型。 从模板孔隙的释放受所选焊膏内的颗粒大小的影响。 以下是可用的粒度: -
以微米为单位的粒度粒子类型
75-45 2
45-25 3
38-20 4
25-15 5
15-5 6
有一个'5球规则',理想情况下最少5个焊料粒子应该跨越最小孔径的宽度。
锡铅和无铅锡膏在储存时应冷藏以保持其保质期,但在使用前必须至少保持室温八小时以保持质量。
在使用之前应该将锡膏混合,以确保任何分离的材料均匀地分布在整个锡膏中。 混合可以手动或自动进行1到3分钟的时间。
一般来说,已经使用超过8小时的焊膏应该被丢弃。 已使用长达4小时的焊膏在重新使用前可以在密封容器中在室温下储存长达24小时。 工作环境(环境温度和相对湿度)会影响性能,因此要确保焊膏的状态可以进行简单的聚结测试。
·
检查(2d / 3d)
·
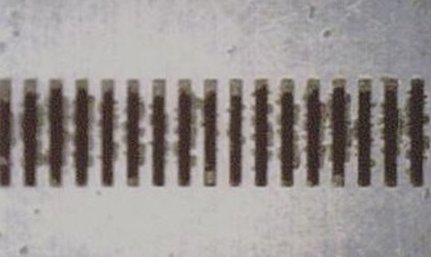
为了验证该过程,可以使用自动检查来精确检查焊膏沉积物。 有两种类型的焊膏检测可用,它们是2d检查,其检查焊膏沉积物的面积和检查焊膏沉积体积的3d检查。
2d检查发现故障的例子
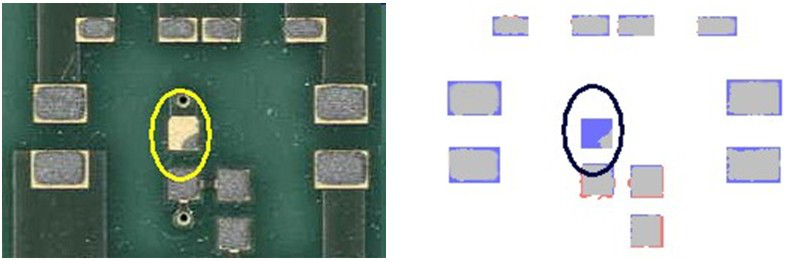
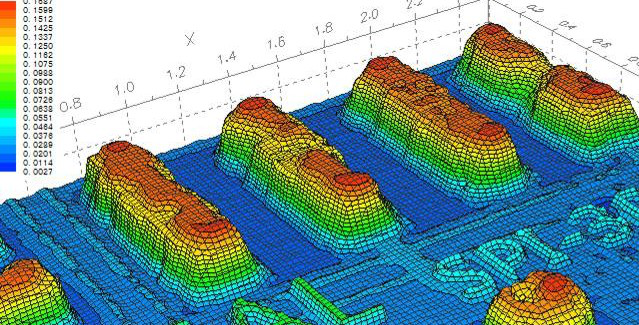
3d检查结果的例子
以下 焊膏印刷检查,下图显示了可能的结果示例: -
这是目标状态。
通常在温度高于推荐水平的过程中发生“贫化印迹”。
如果刮刀压力设置得太高并且出现“挖出”,则可以看到“清扫打印”结果。
“桥接”可能是由于电路板支撑不良或模板条件/清洁度造成的。
当模板分离速度设置得太高时,通常会发现“峰值”。
结论
装配过程的印刷阶段非常重要。 如果在这个阶段出现错误,那么在整个过程中将会出现“磕磕绊绊”的效果。这里可以看到一个因果图涉及焊膏转印效率。 为了开发最佳的锡膏印刷工艺,必须考虑上述详细过程的所有方面。